
以下是:优质不锈钢复合管护栏-专业生产不锈钢复合管护栏的产品参数优质不锈钢复合管护栏-专业生产不锈钢复合管护栏_珺豪金属制品(永丰县分公司),固定电话:【17768165506】,移动电话:【0527-88266222】,联系人:胡经理,经济开发区汇通物流园 发货到 江西省 吉安市 吉州区、青原区、吉水县、峡江县、新干县、永丰县、泰和县、遂州县、万安县、安福县、永新县、井冈山市。 江西省,吉安市,永丰县 永丰县,隶属江西省吉安市,位于江西省中部、吉泰盆地东沿,东邻乐安县、宁都县,南接兴国县,西与吉水县、青原区毗连,北和峡江县、新干县接壤。全县面积2710平方千米,下辖8个镇、13个乡(其中1个民族乡)、3个国有场。2022年末,永丰县常住人口为383663人。
想要一睹优质不锈钢复合管护栏-专业生产不锈钢复合管护栏产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。以下是:优质不锈钢复合管护栏-专业生产不锈钢复合管护栏的图文介绍
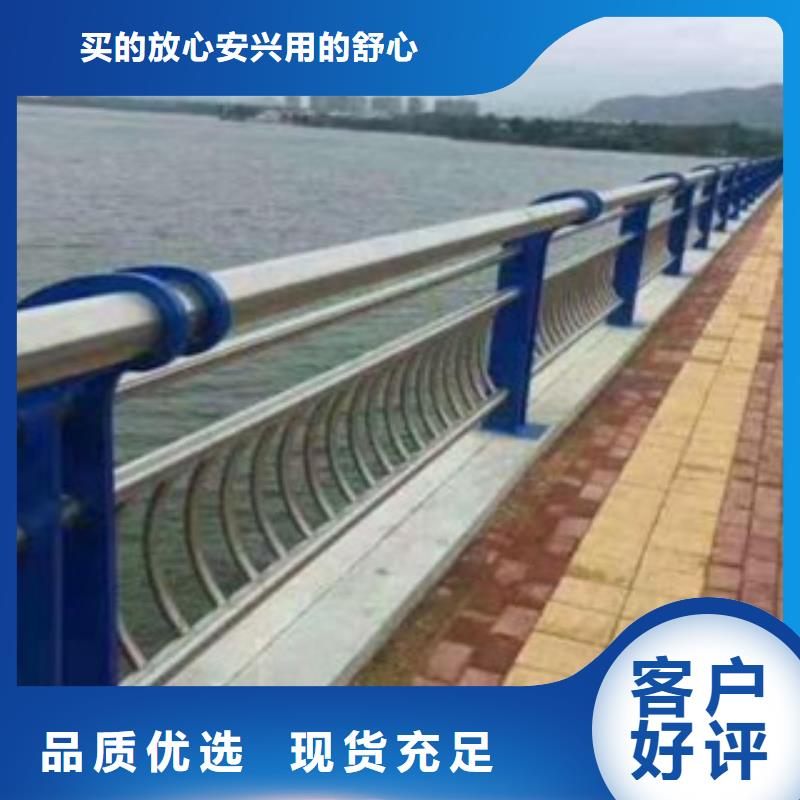
不锈钢复合管护栏焊接要领
1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm
2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。
3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。
吉安永丰珺豪金属制品有限公司深耕于 不锈钢复合管护栏厂家系列产品的换代升级。近年来,学习国外技术、引进国外设备,建立了一支 不锈钢复合管护栏厂家技术过硬、检测、管理完善的生产和服务团队。始终把“客户,质量”作为公司的核心理念。
展望未来吉安永丰珺豪金属制品有限公司将继续发扬中国传统匠心精神,不忘初心,脚踏实地。努力把中国制造 不锈钢复合管护栏厂家推向世界。
近期防撞护栏价格表现坚挺
全国范围多雨多涝抑制市场需求,终端操作情绪大大减弱,然节假日后期成本端价格小幅上涨,资源紧俏支撑市场心态,加上节后归来商家出货心态明显,因此综合来看,在多种因素影响下管市价格或将震荡调整小幅趋强。近期防撞护栏价格表现坚挺,但如果需求持续走弱,库存在本就同比显著偏高的基础上进一步大幅累积,在下半年旺季需求可能弱于上半年的情况下,“淡季不淡”的价格调整压力将不断累积。
国际疫情形势未见好转,对我国防撞护栏出口影响较大。据经合组织(OECD)6月10日发布的经济展望报告预测,即使第二波疫情得以避免,今年世界经济仍将萎缩6%。国际市场防撞护栏需求大幅下降,对我国防撞护栏出口影响较大。
不锈钢复合焊接要领
1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min.
2.将对焊处两端磨坡口。
3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。
不锈钢复合管焊接要点及注意事项
1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。
2.不锈钢复合管利用氩弧焊焊接,具有焊缝成型美观,焊接变形量小的特点。
3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。
4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。
5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。
9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。
选购优质不锈钢复合管护栏-专业生产不锈钢复合管护栏来吉安市永丰县找珺豪金属制品(永丰县分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:胡经理-【17768165506】,地址:[经济开发区汇通物流园]。











